Root Causes of Gas Defects
Gas defects are typically present when gas is produced from the process and has not had an opportunity to evacuate the mold. The same can be said of trapped air conditions that show up on the casting surface. The different root causes to consider are:
- A Gassy Heat of Metal – This can come from an alloy’s natural affinity to accumulate oxygen, nitrogen, or hydrogen during the melting process. The nature of the stirring action of the electric induction melting process can yield dissolved gas in the melt that may migrate to the surface of a casting. Dissolved gas in a heat of metal is forced out during solidification. That said, it will typically show up in the last places to solidify – the riser contacts and risers themselves. If evolved early in solidification, it can and will float through liquid metal to collect on the surface. The true indicator of this type of “gas” defect is its presence in specific locations. When there are gas bubbles present on the surface, they might also be present on the inner surfaces of the casting.
- Improper Venting of Molds – When molds don’t allow for gasses to escape from the mold cavity, gas and trapped air defects may remain. Cores that have not been properly prepared, do not allow areas to release core gas out of the mold and function as planned.
- Molding Material Binders – The molding material binders used may also determine the volume of gas and trapped air generated. If a sand mold does not allow gas to easily pass through it, we would refer to this as poorly permeable. These interstitial spaces between the sand grains allow gas and air out as part of good foundry practice. If it is non-permeable, there will be trapped air or possibly gas.
- Environmental Conditions – Our location in the Midwest affords certain benefits, such as being located by one of the world’s finest molding sand deposits. However this also results in Mother Nature being one of our largest variables. In the summer, humidity brings water vapor and condensation that creates steam when the metal is poured in the mold. The steam creates trapped air and gas that will get entrained inside the casting, generating defective conditions. The same can be said for the winter if exposed to ranging temperatures.
To find the shrinkage or gas defects on external surfaces, visual inspection is commonly acceptable. When a high specification evaluation of the surface is required, magnetic particle and/or liquid penetrant testing can be used. Internal or volumetric defects can be quantified by ultrasonic testing or radiographic testing.
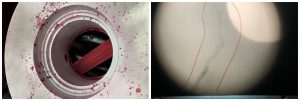
Examples of Gas Defects
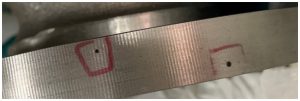
Gas defect on a machined surface
Success Story: Eliminating Gas Defects
A carbon steel casting (ASTM A216, grade WCB) with large ANSI flanges has a large single core. A core of this size can produce gas from the organic materials that make the core. When the metal is poured into the mold, gasses are created from the ignition of the core and molding binders, which can become trapped in the casting. After surface blasting, we could see gas indications on the surface of the part. We knew this casting may be salvaged by excavating the gas out of the casting. We inspected the cavity to ensure we had removed the defect. Upon successful removal, we welded the excavation cavity. Post weld heat treatment and another visual inspection pushed the part from potential scrap to salvaged and acceptable to ship.
Complex, high specification, and high volume parts are our specialty. If you are concerned about porosity, or would like to know more about our high integrity castings and lead times, contact us at sales@stainlessfoundry.com OR submit your request directly HERE.